本系統(tǒng)主要功能是對(duì)有縫不銹鋼管焊接(氬弧焊,、等離子焊、激光焊)進(jìn)行自動(dòng)跟蹤與矯正,解決目前人力成本日益提高,,人工操作時(shí)的視覺(jué)疲勞帶來(lái)的焊接質(zhì)量問(wèn)題。系統(tǒng)采用先進(jìn)的智能視覺(jué)技術(shù),,融合光機(jī)電技術(shù)為一體,。本系統(tǒng)由視覺(jué)采集系統(tǒng)捕捉焊縫與鎢棒的焊接視頻,再運(yùn)用視覺(jué)技術(shù)計(jì)算烏棒的偏移量,,進(jìn)而控制電機(jī)裝置實(shí)時(shí)矯正烏棒位置,,達(dá)到鋼管焊接自動(dòng)跟蹤的目的,從而實(shí)現(xiàn)無(wú)人值守高質(zhì)量焊接要求,。

實(shí)時(shí)跟蹤

鎢棒監(jiān)測(cè)

自動(dòng)糾偏

異常報(bào)警
1. 提高產(chǎn)品質(zhì)量
本系統(tǒng)因?yàn)閷?shí)時(shí)監(jiān)測(cè)熔池,,并自動(dòng)調(diào)整焊槍使焊槍始終處于最理想位置,,焊接質(zhì)量大幅提高,。而且可以杜絕因?yàn)槿藛T疲勞、注意力不集中,、工作態(tài)度不端正等因素造成產(chǎn)品質(zhì)量問(wèn)題,。
2. 降低人工成本
自動(dòng)糾偏功能可補(bǔ)償生產(chǎn)、設(shè)備和操作公差,,取代人工在焊接過(guò)程中觀察焊槍并進(jìn)行微調(diào),。
3. 提高生產(chǎn)效率
一旦出現(xiàn)焊縫偏移,本系統(tǒng)能快速并精準(zhǔn)的識(shí)別和調(diào)整,,其效率大大高于人工觀察及手動(dòng)調(diào)整,。
4. 提升企業(yè)形象
目前國(guó)家倡導(dǎo)工業(yè)4.0智能制造,企業(yè)自動(dòng)化程度的提升,,客戶(hù)對(duì)企業(yè)自信也隨之提升,。
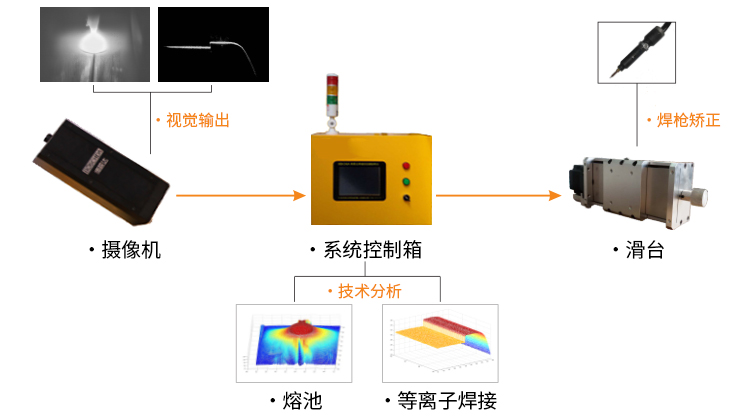
1. 特制工業(yè)攝像機(jī)采集熔池、焊縫,、焊槍的位置及狀態(tài),,把畫(huà)面信息傳輸給系統(tǒng)控制箱。
2. 系統(tǒng)控制箱內(nèi)的軟件系統(tǒng)通過(guò)核心算法分析畫(huà)面數(shù)據(jù)精確的計(jì)算出焊縫中心與熔池的偏差值,,再根據(jù)偏差值計(jì)算出焊槍調(diào)整數(shù)據(jù),,并控制滑臺(tái)上下左右滑動(dòng)。
3. 滑臺(tái)帶動(dòng)焊槍進(jìn)行準(zhǔn)確矯正,,使焊槍始終處于最理想位置,。
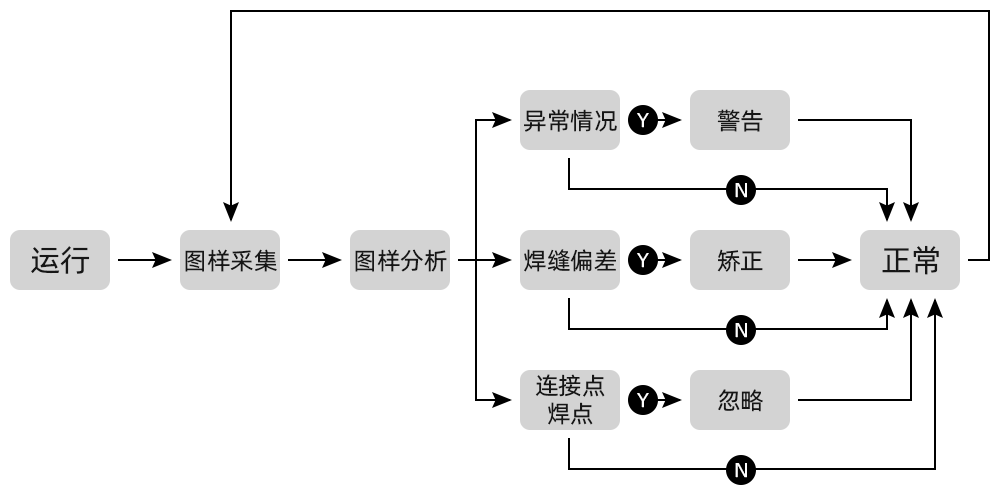
目前視覺(jué)焊縫跟蹤技術(shù)主要有兩種,監(jiān)測(cè)熔池技術(shù)和掃描焊縫技術(shù),,兩者區(qū)別如下表,。本系統(tǒng)采用監(jiān)測(cè)熔池技術(shù),完美的解決了掃描焊縫技術(shù)遇到的瓶頸,。
| 技術(shù) | 監(jiān)測(cè)熔池 | 掃描焊縫 |
|---|---|---|
| 原理 | 實(shí)時(shí)監(jiān)測(cè)熔池與焊縫并計(jì)算偏移量 | 激光線掃描焊槍前端焊縫,,取得位置數(shù)據(jù)并計(jì)算偏移量 |
| 方式 | 邊監(jiān)測(cè)邊焊接 | 先掃描后焊接 |
| 穩(wěn)定性 | 監(jiān)測(cè)的焊縫與熔池零距離相連,能夠?qū)崟r(shí)監(jiān)測(cè)焊縫變化,,穩(wěn)定性極高,。 | 激光線與焊槍之間存在一定距離,一旦該距離的焊縫受熱產(chǎn)生形變,,掃描得到形變前焊縫位置與形變后實(shí)際焊縫位置存在偏差,,穩(wěn)定性就會(huì)大幅降低。 |
| 識(shí)別精度 | 采用能檢測(cè)熔池的特制攝像頭,,識(shí)別精度高達(dá)0.02mm,。 | 激光掃描識(shí)別精度在0.08mm左右。 |
| 參數(shù)名稱(chēng) | 數(shù)值 | |
|---|---|---|
| 識(shí)別精度(橫向) | 0.06mm | |
| 識(shí)別速度 | 40ms(0.04s) | |
| 額定功率 | 100W | |
| 工作電壓 | 220v/50 ~ 60Hz | |
| 采樣頻率 | 40Hz | |
| 焊接類(lèi)型 | MIG,MAG,,TIG,,埋弧焊等 | |
| 焊接適應(yīng)性 | 抗弧光、飛濺,、煙塵,、電焊、電磁干擾等 | |
| 焊接速度 | ≤6m/min | |
| 標(biāo)準(zhǔn)安裝距離 | 250mm ~ 600mm | |
| 視場(chǎng)范圍 | 40mm*30mm | |
| 工作溫度 | -10℃ ~ 60℃ | |
| 通訊接口 | 以太網(wǎng)/RS485/RS232 | |
| 支持協(xié)議 | MODBUS TCP/RTU | |

地址:佛山市南海區(qū)獅山鎮(zhèn)小塘三環(huán)西路獅南工業(yè)區(qū)58號(hào)

服務(wù)熱線:
130 6078 9251
傳真:0757- 86689197

微信掃一掃
獲取更多資訊
Copyright ? 2023 佛山市奧浦麥機(jī)械科技有限公司 All rights reserved. 粵ICP備2023106906號(hào)
技術(shù)支持:佛山網(wǎng)站建設(shè)

 130 6078 9251
130 6078 9251
 立即咨詢(xún)
立即咨詢(xún)